Using Voice of the Customer To Align Processes in Service Industries
Add bookmark

Do you know how well your processes meet customer expectations? Many organizations do not, say John W. Moran and Grace L. Duffy. In addition, you can waste a lot of time and resources focusing on problems that your customers just do not care about.
What is Voice of the Process?
The Voice of the Process (VOP) is how the process communicates with the organization on performance against customer needs and expectations. This communication takes place through process measures that are descriptors of how the process is performing in its current state. It is critical to understand how the current state is operating to define a baseline before attempting any change or improvement activities. It is important not to change a process before understanding where performance is centered or the amount of variation currently present.
The most common statistical measures of a process are mean and standard deviation. Once these measures have been calculated, conducting a capability study is possible. A capability study measures the number of standard deviations between the process mean and the nearest specification limit in sigma units. In general, as a process’s standard deviation rises, or the mean of the process moves away from the center of the tolerance, fewer standard deviations will fit between the mean and the nearest specification limit. This proximity to the upper or lower limits of tolerable range increases the likelihood of items outside specification, allowing more errors to occur.
What is Voice of the Process?
Every stable process exhibits a predicable range of performance for which it is designed. A stable process is one which is in statistical control. This means that all special causes of variation have been removed from the process. The only variation of performance for the process is that which is expected within normal operation. Performance measures are centered on the average of outcome values reflecting the expectations of the customer.
Organizations must develop a reliable process to collect regular and timely data for the performance of its most important processes. It is imperative to the survival of the organization that these processes are satisfying both internal and external customer needs. A quote from Dr. W. Edwards Deming [1] "In God we trust, all others bring data," is very applicable to the VoP, since too often we think we know how the process is performing through intuition. Intuition is not good enough however. We need facts.
To determine if a process is capable of satisfying its customers, the two most commonly used indices are:
- Cp, which measures the variation in a process or how well the data fits within the upper and lower specification limits (USL, LSL) [2]. This measure is the width of the process distribution relative to a set of limits and is sometimes referred to as the process potential. The Cp should be as high as possible since the higher the Cp the lower the variability. One problem with Cp is a process may have a high Cp but is producing many defects since the actual spread does not coincide with the allowable spread of the specification limits. This is why we need the second index called the Cpk.
- The Cpk index measures the central tendency of the process. The Cpk measures how close a process is performing to its specification limits and how centered the data is between those limits. It is an indicator of the ability of a process to create product within specification. Cpk index can never be greater than the Cp, only equal to it and can only have positive values. It will equal zero when the actual process average matches or falls outside one of the specification limits.
Since process capability is a function of the specification, these process capability indices are only as good as the specifications being used. The concept of process capability only holds meaning for processes that are in a state of statistical control and normally distributed. Process capability indices measure how much "natural variation" a process experiences relative to its specification limits and allows different processes to be compared with respect to how well an organization controls them [3]. Dr. Deming describes the benefits of a stable process as one where a process has an identity and its performance is predictable; therefore, there is a rational basis for planning.
The larger the index, the more stable the process is, and the less likely any item will be outside the specification. A literature review places an acceptable value range of Cp for a process somewhere between 1.33 to a high of 2.0. When a Cpk is less than 1.0 the process is considered incapable but when the value is 1.0 or greater it is considered capable. In general, Cpk values should range from 1.33 (minimal industry-standard acceptable level to satisfy customers) to a 2.0 for six sigma processes. These acceptable ranges for Cp and Cpk indices have been well vetted for manufacturing processes but do they apply to service industry processes where specifications are not well established?
[eventPDF]
How to Determine What the Customer Will Accept?
To provide an example: a study was conducted of a health clinic’s service wait time for a four-week period. The data collected for a process capability study indicates how the process is centered and its variability. The clinic study showed that the service process had a mean wait time of 8 minutes with a standard deviation of 1 minute for delivering the service under study.
How well does this process meet customer expectations? This is a question most organizations cannot answer. Unless we know what the customer will tolerate as an upper and lower time boundary while waiting for a service, we have nothing against which to compare our performance. Organizations can spend a lot of time and resources trying to drive wait times to zero, when that may not be what the customer expects.
The real question for the organization is how well does this process meet its customer expectations? This is a question most service organizations cannot answer since they do not know what their customer will tolerate as an upper or lower boundary for the delivery of service.
In the service industries, healthcare, and public health, many processes do not have defined customer specifications. It is important to develop acceptable limits for processes without defined customer specifications. This tolerable variation must be identified by the actual customers of the process The authors propose developing an Upper Toleration Limit (UTL) and Lower Toleration Limit (LTL) [4] to allow the use of either Run Charts or Control Charts. This Upper Toleration Limit (UTL) and Lower Toleration Limit (LTL) will be used in place of the Upper and Lower Control Limits for specifications in calculating Cp and Cpk.
The questions to ask a customer might be "How long are you willing to wait for the doctor, for a flu shot, to get through registration at a hospital, to get service in a WIC clinic, to obtain a permit, to get an HIV test, or to get a meal at a fast food restaurant?"
Since many customers understand that waits are inevitable, it is important to compile an average from many customers on what the Upper Toleration Limit would be on wait time. Everyone would like zero wait time, but realistically people will accept a minimal wait. Defining that minimal acceptable wait as the Lower Toleration Limit is important. A lot of resources can be expended trying to get wait time to zero, which may not be expected by the customer. We need to focus our scarce resources on improving our processes to align with customer expectations.
Recent research [5] demonstrates that simply showing people why it is taking so long helps customers tolerate wait times more easily. If the customer understands what work is being done on their behalf while they are waiting they tend to value the service more. Communicating the reason for a wait while something is done on their behalf (authorization, copy a form, update records, retrieve a vaccine, etc.) helps the customer understand the wait. Regular communication with the customer keeps them informed, builds a relationship, and reduces complaints.
Returning to our example; the previously mentioned organization surveyed customers using a specific process during a one month period. The survey data indicated the customers would accept an average wait time to get that service of an Upper Tolerate Limit of 15 minutes and a Lower Tolerate Limit of 5 minutes.
Based on this data and the process data collected earlier, the Cpcan be calculated as follows: Cp = (UTL-LTL)/6 = (15-5)/6(1) = 1.67. As stated earlier, the larger the index, the more stable the process is, and the less likely any item will be outside the specification limits. The Cpk = min (CpU, CpL) for this process thus would be equal to a CpU* of 2.33 or a CpL of 1. For this process the minimum value would be a Cpk= 1.0. This Cpkwould indicate that the process is barely capable of meeting its customer’s needs and requires improvement and centering.
The Voice of the Customer
To obtain the VoP we must obtain the Voice of the Customer (VoC) first so we understand what our customers expect when they obtain a service from our organization. Then we can compare how the process’s output aligns with what the customer expects. Obtaining the VoC is a complicated process that requires real diligence. It is vital to understand who the customers are for our service and then separate the total customer population into a number of categories such as:
- Internal customer
- External customer
- Primary customer
- Secondary customer
- Ultimate purchaser
Once we have a clear understanding of who our customers are, we need to develop a methodology to obtain the VOC. This is not an easy process. A methodology must be designed that will regularly track and record the wants and needs of our customer base and alert us to any changes that result. Some organizations use surveys, telephone interviews, or person to person questionnaires at the touch points in the process. Others use market firms to survey their customers. It is beyond the scope of this article to discuss all the potential ways to capture the Voice of the Customer. It is imperative that each organization use one or more of these ways to capture its VoC in a regular and timely manner since we depend on our customers and their satisfaction for our existence. Quality Function Deployment [6] has many unique features that can be used to capture the VoC. Organizations are encouraged to use customer touch points [7] in their processes to obtain this valuable data on a regular basis.
However, we obtain the VOC, we need to make sure we understand in the customer’s words their required:
- Wants
- Needs
- Satisfiers
- Dis-satisfiers
- Future needs
- Expectations
The level of detail for each of the potential VOC categories must be decided in advance. One way to think of customer’s wants and needs is in terms of a Kano Model, [8]shown in figure 1. The Kano Model defines three types of quality [9]:
- Expected Quality, also called Basic Quality, is the minimum for entry into any market. Since this type of quality goes without saying, it is important to uncover these unstated needs in any customer survey.
- Normal Quality, also called Performance Quality, is what the customer will state when asked what they want – it is what they specify.
- Exciting Quality is what you supply that delights or Wows the customer. It is unexpected by the customer but something they definitely like and will want in the future. This type of quality is something significantly more than the customer expected to experience. One rule to remember is, once you Wow a customer they will want it the next time.
Customer requirements shift over time, so it is critical have a regular monitoring process to catch those shifts in wants and needs.
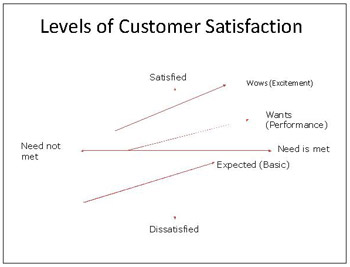
Figure 1: The Kano Model
Conclusions
Organizations must integrate VoP with VoC so processes are robust, and meet cost and quality requirements. The VoP is an indicator of how capable a process is in meeting customer requirements. In service industries we must constantly monitor customer expectations and requirements to keep our processes aligned with their needs. Cp and Cpk are values that help us monitor that alignment. Plotting the data using Run and Control charts keep the data visible, easy to interpret, and help focus improvement efforts. We must establish upper and lower tolerate limits with the customer for the processes they are using.
In our example, although the process is right at 1.0 on Cpk, there is still need for improvement to allow breathing room for the expected variation in the highly behavioral nature of most service transactions. The organization in this study is functioning well for just beginning their quality journey. Now that they have the data, they can focus on core process improvement based on fact rather than intuition.
Organizations with service processes can use Cp and Cpk indices based on customer tolerate limits for subjective performance, such as wait time, to guide process improvement efforts. Over time, performance management systems will develop reliable methods for establishing levels of both indices for service oriented processes rather than the levels established for manufacturing processes. Is a Cpk of 1.33 to 2.0 an effective range for customer acceptance of a service process? The answer will come from accurate data gathering and validation with service customers. The authors invite additional papers documenting effective methods for measuring and improving service process performance.
REFERENCES
[1] http://corpslakes.usace.army.mil/employees/perform/quotes.cfm, accessed 7/1/2011
[2] USL = Upper Specification Limit and LSL = Lower Specification Limit
[3] Wikipedia, the free encyclopedia, http://en.wikipedia.org/wiki/Process_capability_index, accessed June 24, 2011
[4] Modular kaizen: Dealing with Disruptions, G. Duffy and J. Moran, Public Health Foundation, 2011, pp. 73, http://www.phf.org/resourcestools/Pages/Modular_kaizen_Dealing_with_Disruptions.aspx, accessed 6/26/11
[5] The Gist, US Airways Magazine, June 2011, PP16-18. www.usairwaysmag.com, accessed 6/14/2011
*CpU = upper limit of Cp value, CpL = lower limit of Cp value.
[6] Quality Function Deployment and Lean Six Sigma in Public Health, G. Duffy, J. Moran.\, and W. Riley, ASQ Quality Press, 2010, pp.
[7] Public Health Quality Improvement Handbook, Ron Bialek Grace Duffy, and John W. Moran, ASQ Quality Press, © 2008
[8] The QFD Handbook, J. ReVelle, J. Moran, and C. Cox, John Wiley & Sons, ©1998, pp. 360
[9] The QFD Handbook, J. ReVelle, J. Moran, and C. Cox, John Wiley & Sons, ©1998, pp 359 – 365.