Operational Excellence in the office: Nine guidelines for creating flow
Add bookmark

It is commonly thought that Operational Excellence is only relevant in manufacturing or on the shop floor. In the office, we usually do not think about activities and flow. Management receives information and coordinates providing the service – or information – to the customer through the use of emails, phone calls, discussions with employees, and of course, meetings.
|
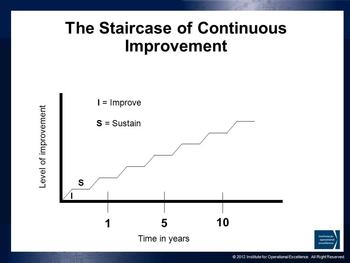
To improve in the office, we usually look for things like new software or other ways to be more efficient to optimize areas that lack in performance. While these methods may make some improvements over the years, if we continue this path, we will improve, but only incrementally in a certain area of the office. Once we make that improvement, we go somewhere else, make another improvement, and try to sustain that one as well. Over time, the result we get will look like something like a staircase. This is what we call the staircase of continuous improvement, and the best outcome it will yield is a slow, incremental climb up the steps. Instead of a continuous improvement journey that goes on forever, we need to set a destination of how the operation should function and then design it to do so. And that destination is Operational Excellence. |
|
As defined in the book The Office that Grows Your Business, the definition of Operational Excellence is when, "each and every employee can see the flow of value to the customer, and fix that flow before it breaks down."SM
This definition is the overarching design specification that defines the office’s performance and characteristics: how the office should behave when it receives a request from the customer, how will information flow to provide the service, how will everyone know what to work on next, how long it will take to complete that request and return it to the customer, how will everyone in the office know if we are on time.
Defined in this way, Operational Excellence is teachable by anyone in the organization to anyone else. It is also practical, meaning it can be applied by anyone in the organization no matter their level. Perhaps most importantly, this definition of Operational Excellence is actionable, meaning we can actually use it as our design objective for the office.
What are the Nine Guidelines for Flow in the Office?
In manufacturing, it is easy to see the continuous flow. We can see it in cells that have a one-piece flow that produces products, or perhaps on an assembly line that produces products in a make one, move one fashion. However, in the office, it can be difficult to see the flow, or even understand what flow is.
To help explain what flow is in the office, the following five questions will help:
- How do I know what to work on next?
- Where do I get my work from?
- How long should it take me to perform my work?
- Where do I send my work once I am finished with it?
- When do I send my work once I am finished with it?
If the answers to any of these questions is "it depends," we have not done a good job creating true flow in the office.
Rather than finding ways to continuously improve the office through brainstorming or kaizen, to create a true flow, a key element in achieving Operational Excellence is to design the flow by using nine guidelines. It is important to note that each of these guidelines must be applied in the sequence listed in order to create Operational Excellence.
- Takt or takt capability
- Continuous flow
- FIFO
- Workflow cycles
- Integration events
- Standard work
- Single-point sequence initialization
- Pitch
- Changes in demand
These nine guidelines are applied to a "process family" in the office, or a service that goes through similar processing steps and has similar work content. If we apply these guidelines to each individual process family that we create, starting from the initialization and working all the way to customer delivery of the service, it will constitute a true flow in our office.
Self-Healing Flow
While lean principles can help us create flow, Operational Excellence takes it to a new level by creating a "self-healing" flow. This means every employee can see if the flow is normal or if it is becoming abnormal. They also know what to do if flow is normal and what to do when flow starts to become abnormal.
To understand how to handle interruptions in flow, first we make abnormal flow visual in the design phase by setting limits of normal flow, and showing abnormal flow through "red zones." These red zones tell us when we need to react to abnormalities inflow. Think "red equals reaction." Then we develop the "top ten" list of responses when the flow is in the red zone. In this way, we can standardize at least some of our most popular responses. Our goal is to have standard work for abnormal conditions ready for the employees to execute without needing to see a supervisor or manager or having a meeting to figure out what to do.
While management will still be involved from time to time, the main things we want to avoid are expedites, priorities, and meetings in order to handle abnormalities. These activities will disrupt the integrity of the flow and lead to a slippery slope where we gradually become more dependent on management to prioritize work instead of letting the flow dictate what everyone works on next.
When management does not need to spend time overseeing, prioritizing work, holding meetings, and guiding people on what to work on next, they can spend their time on offense, or activities that grow the business. That is because we can have a very productive office that is highly efficient, but that does not ensure our customers will buy from us in the future.
Offense for Growth
The concept of offense is quite detailed, but some of what it includes is:
- Having a deep understanding of the services the office can provide and leveraging this with potential new customers, for example, what type of highly technical quotes can be done in how much time.
- Meeting with customers to find out how they use our products and services in their products in services.
- Becoming a solution provider to our customers.
- Meeting with potential customers face to face.
- Spending time on product development and innovation.
- Teaching and educating employees.
- Really any activity that leads directly to business growth in either the short- or long-term.
To help convey the message of "offense" to all employees in the office, here is a picture of something called an offense meter.
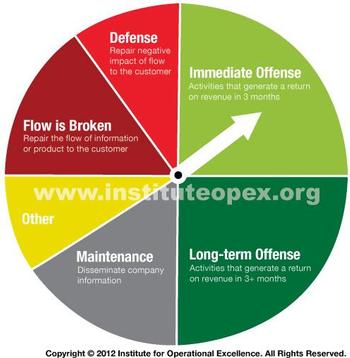
This chart could be posted outside of every conference room to indicate how much time people are getting together to work on offense.
The chart is split into multiple areas. Green indicates the room is being used for offense. The brighter the green, the more immediate the return on the time invested. Gray indicates neutral, or maintenance, which means the room is being used for things we have to do, like distributing information on insurance plans or retirement plans. Red indicates the room is being used to fix flow because it has broken down somewhere in the office. And bright red is defense, meaning that, as a result of our broken flow, the customer has been impacted in a negative way.
On a piece of paper below or to the side of the offense meter, we would track the date each room is used and the reason for which it is being used. On each line, we would put a color-coded dot that matches the type of activity that took place in the room when it was used. Using these color-coded dots, managers can walk through the organization and look at these charts to see how much time employees are spending on offense.
When we achieve Operational Excellence, we are able to focus more of our time and efforts on offense. Following is a profile of a company who did just that to drive top-line growth. This case study is from the book Design for Operational Excellence: A Breakthrough Strategy for Business Growth published by McGraw-Hill.
OpEx in Action: At Parker Hannifin
Companies who achieve Operational Excellence in the office can realize significant results. Parker Hannifin is a publicly-traded corporation that employs 55,000 people across 390 sites around the world. Since 2001, Parker has had a strong continuous improvement program in all its divisions that have been created and supported by company leadership.
While Parker Hannifin’s companywide continuous improvement initiative has served it well, one group located in Devon, England, part of the Instrumentation Products Division Europe (IPDE), took this initiative to another level. The group recognize that all of the continuous improvement initiatives that were taking place were just helping them maintain the status quo, yet there was no end destination nor was it clear how the efficiencies tied in with growth.
To drive business growth, the company implemented Operational Excellence on the shop floor, then moved on to other areas of the operation, areas where few companies today have ventured to implement flow, including the office.
The office at Parker IPDE has seen tremendous change, even from just a purely physical standpoint. Back in 2001 and 2002, the office was filled from wall to wall with desks and personnel. After applying the guidelines of flow in the office, a new office layout was designed in order to facilitate that flow. Now, extra space previously needed for Customer Service, Engineering, and Quote Processing is an innovation room used for product and technology development.
Robust flow has been established in the office to deliver quotes to customers. Each quote is assigned a level of difficulty based on the estimated time it will take to complete and the complexity of the elements involved. An experienced employee triages and then sends the quote in continuous flow through the right value stream for processing.
In addition, every day, a workflow cycle happens at a preset time, bringing together quote personnel, buyers, the pricing analyst, and even the purchasing manager (if necessary) to ensure the flow of information by completing any outstanding items on quotes. The result is a reduction in interruptions and variation during the workday, as these are now channeled to one preset time. Another result is that everyone knows when information will flow and when they will be able to get the information they need, which means they won’t have to chase people for it.
The overall result of creating flow in the quoting process is the reduction of lead time for quotes to customers, giving Parker IPDE a greater chance to win business. Today, Parker IPDE can process 30 percent more quotes in a day, with one less person, than it could before flow was established. The total processing time has been reduced by 75 percent, and Parker IPDE is achieving 23 percent more value from quoted items than it did prior to establishing flow.
Parker IPDE’s goal has been to leverage its operation in order to drive business growth. And looking forward, Parker IPDE sees Operational Excellence as a strategic weapon that gives it an advantage over the competition.
Author’s Note: The Institute for Operational Excellence offers an online training course on applying the principles of Operational Excellence in the office. To learn more please visit www.instituteopex.org.
|
Kevin's Duggan's book, Design for Operational Excellence, takes you beyond Lean and Six Sigma to achieve true Operational Excellence. By developing a "design for operational excellence" you can leverage the operations side of the business to enable continuous growth. This book provides the design criteria and guidelines that enable you to grow your business organically by refocusing management’s attention from running the business to growing the business. The book is available for purchase directly from the Institute for Operational Excellence.
|
|